智能仓储机械手控制系统的设计与实现
随着工业4.0的到来,智能工厂和智能生产将成为工业自动化领域的研究热点。随着现场设备智能程度不断提高、自动化控制系统越来越分散,PI组织推出了新一代基于工业以太网技术的自动化总线PROFINET,从而将分散的自动化控制系统连接起来。
机械手作为一种自动化装备,可以在工业生产领域替代人工完成繁重劳动,是智能生产的重要组成部分。传统的气动机械手在定位运动中难以控制移动速度,定位精度和稳定性均有待提高。本文将电动伺服精准定位和气动技术快速抓取的特点相结合,利用PLC、气缸、伺服电机及驱动器,搭建仓储机械手的控制系统。
一、仓储机械手功能设计及实现
仓储单元的机械手功能分为2个部分:抓取成品并放置在仓储的指定库存区域; 根据控制系统提供的需求信息(客户订单)将指定的成品盒从仓储区抓出并放置在成品输出区域。
定位模块采用伺服驱动,抓取模块由气动夹爪实现。伺服驱动器、伺服电机、编码器等组成一个X-Y二维伺服直线运动平台。机械手的前后左右移动由伺服电机带动导轨上的传送带实现。气动夹爪由气爪和吸盘构成,两者同时动作保证了抓取的稳定性和成功率。Z轴气缸的升降以及气爪和吸盘的动作,均由气动信号驱动。
二、控制系统
1、系统硬件选型
PROFINET现场总线支持星型、树型、总线型等拓扑结构,而PROFIBUS只支持总线型。为避免PROFIBUS总线后期扩展不便的问题,控制系统选用PROFINET现场总线。
控制器选用菲尼克斯AXC 3050 型PLC,全面支持PROFINET 工业实时以太网,传输速度高达100 Mbit /s。伺服单元选用费斯托CMMP-AS-C5-3A-M3 型伺服驱动器和EMMS-AS-70-S-LS-RS 型伺服电机。气动单元选用费斯托MPA-FB-EMG型阀岛,不仅便于电控阀布线,而且也大大简化了复杂系统的调试。
控制系统中各单元通过菲尼克斯SMCS-8TX-PN型交换机,集成到PROFINET实时工业以太网。PLC作为控制系统的中枢,可以与伺服驱动器、阀岛通信,从而控制伺服电机和电磁换向阀动作。在控制系统中,PLC AXC3050 为主站,PN交换机、费斯托X-Y 伺服驱动器、FESTO阀岛、分布式I/O 模块等为从站。
整个控制系统的输入输出信号主要有5大部分:① 阀岛电磁换向阀的控制信号;② I/O模块上光电传感器信号和气缸位置传感器的反馈信号;③ 伺服驱动器的控制信号;④ 触摸屏人机交互信号;⑤ 系统的故障信号。控制系统电气拓扑图如图1 所示。
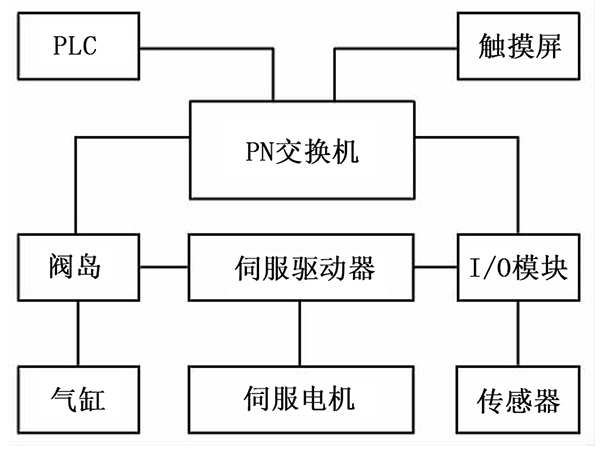
图1 控制系统电气拓扑图
2、伺服单元
机械手在X轴和Y轴方向上采用电动伺服方式运动,PLC将坐标信息发送给伺服驱动器,从而控制伺服电机转动。
(1)参数设置
现场伺服驱动器的参数设置采用费斯托自带的费斯托配置工具(festo configuration tool,FCT)软件,可对PROFINET接口进行配置,并设置速度和加速度等参数。
主站PLC与从站伺服驱动器建立通信后,主从站以报文的形式交换8B的输入输出数据。输出数据为控制字节,输入数据是状态字节,状态字节是控制字节的反馈。在直接任务模式下,报文的前两个字节是固定的,字节3~字节8由用户定义。字节3中有3种控制模式可选,分别为位置控制、动力控制(扭矩、电流)、速度控制(转矩)。输入输出报文解析如表1所示。

表1 输入输出报文解析
(2)定位控制
定位控制模式是驱动器指定某一个伺服电机的移动目标位置,而当前位置是通过伺服电机内部传感器评估得出的。
在首次定位调试时,必须确定测量参考系统并进行一次参考运行。目标位置是指与项目零点有关的一个固定(绝对)位置,为了能够寻找到定位范围内的固定位置,必须在一个测量参考系统上对驱动器进行参考运行。
以X轴为例,用索引脉冲的负限位开关来寻找参考点。当负限位开关处于未触发状态时,以搜索速度沿负方向行驶至负限位开关;紧接着以爬行速度沿正方向移动,直至限位开关变为未激活;然后继续移向第一个索引脉冲,该位置即为参考点。采用相同的方法,可以得到Y轴的参考点。参考点是轴零点的基准点,而在出厂设置中,默认轴零点为项目零点。确定了X轴和Y轴的参考点以后,就可以得到项目的零点,记为P0。以伺服的参考点P0为坐标原点,P1为成品到达位置,P6为输出区域,P2、P3、P4、P5、P7为存储点位置,将各点二维坐标建立为一个数据组。详细的目标位置坐标信息如表2所示。

表2 目标位置的坐标信息表
3、气动单元
阀岛可分解为2个子模块,每个子模块上都有4个电磁换向阀。电磁换向阀有2种状态,则本项目中阀岛共有16个数字量输出信号。PLC经PROFINET现场总线与阀岛相互交换数据,气动回路间的转化依靠PLC控制电磁换向阀来实现。PLC 技术和气动技术相结合,使得控制系统更为合理方便。
三、软件设计
1、系统动作流程
系统动作流程图如图2所示。
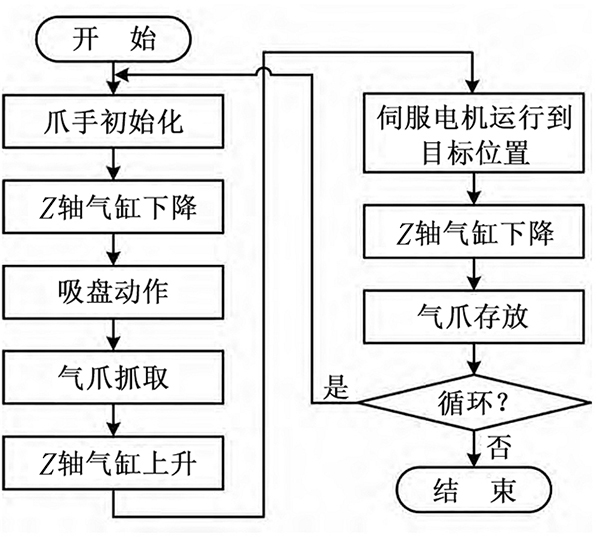
图2 系统动作流程图
当物料到达指定位置,光电传感器便会向PLC发送信号,机械手开始抓取动作。Z轴气缸下降到达抓取放位,真空吸盘动作,气动手爪夹紧,Z轴气缸上升。
X轴、Y轴伺服联动,伺服驱动器控制伺服电机运行到目标位置。Z轴气缸下降到达存放位,真空吸盘松开,气爪打开。
2、PLC编程
菲尼克斯PLC的编程软件为PC WORK,支持结构文本(sturcture text,ST)、梯形图(ladder digram,LD)、指令表(instruction list,IL)、功能块图(functionblock diagram,FBD)等多种编程语言。本项目中编程主要采用ST和FBD。
根据系统运动过程进行功能分解,将每一个功能都编译成FBD,供主程序调用。在本项目中新生成的FBD有伺服控制、爪手控制等。
3、触摸屏软件设计
为了实现仓储出料过程的可视化,系统采用了多功能触摸面板TP5150,并用组态软件Visu + 开发了触摸屏的监控系统。在OPC的辅助下,Visu + 可与控制系统连接,实现触摸屏和PLC之间的数据交换。确定出料的订单后,机械手会抓取该产品到达产品输出区域。
触摸屏仓储单元物料输出模式由存储点位置、订单号示意、物料订单号、输出物料使能组成。在该模式下,触摸屏可以直观地显示各个存储点的订单信息,便于操作人员进行筛选。
4、软件调试
经调试发现,X轴和Y轴在启停的瞬间会出现轻微抖动。其解决办法是延长运动的加(减)速时间,使运动更加平缓。在机器断电状态下,货物的仓储位置可能会被人为改变,此时上电后仍存储到该位置则可能发生撞击。因此,上电后需要机械手运动到每个存储位置判断该位置的状态,再进行主程序控制。
四、结束语
经过现场的调试运行,智能仓储控制系统实现了机械手智能抓取和在上位机控制产品出库的功能,具有控制灵活、性能稳定、人机界面友好的特点。控制系统选用PROFINET现场总线,具有很强的扩展能力,可为后续仓储系统的完善与改造提供较大的空间。随着工业4.0、智能制造技术的进一步发展,基于PLC与PROFINET 的智能仓储控制系统将有广阔的应用前景。
作者:1、卢尧 任晓明 上海电机学院电气学院 2、吴勇志 李继先 南京菲尼克斯电气有限公司